大環(huán)境工程有限公司")
沼氣熱能回收利用高端產(chǎn)品制造商
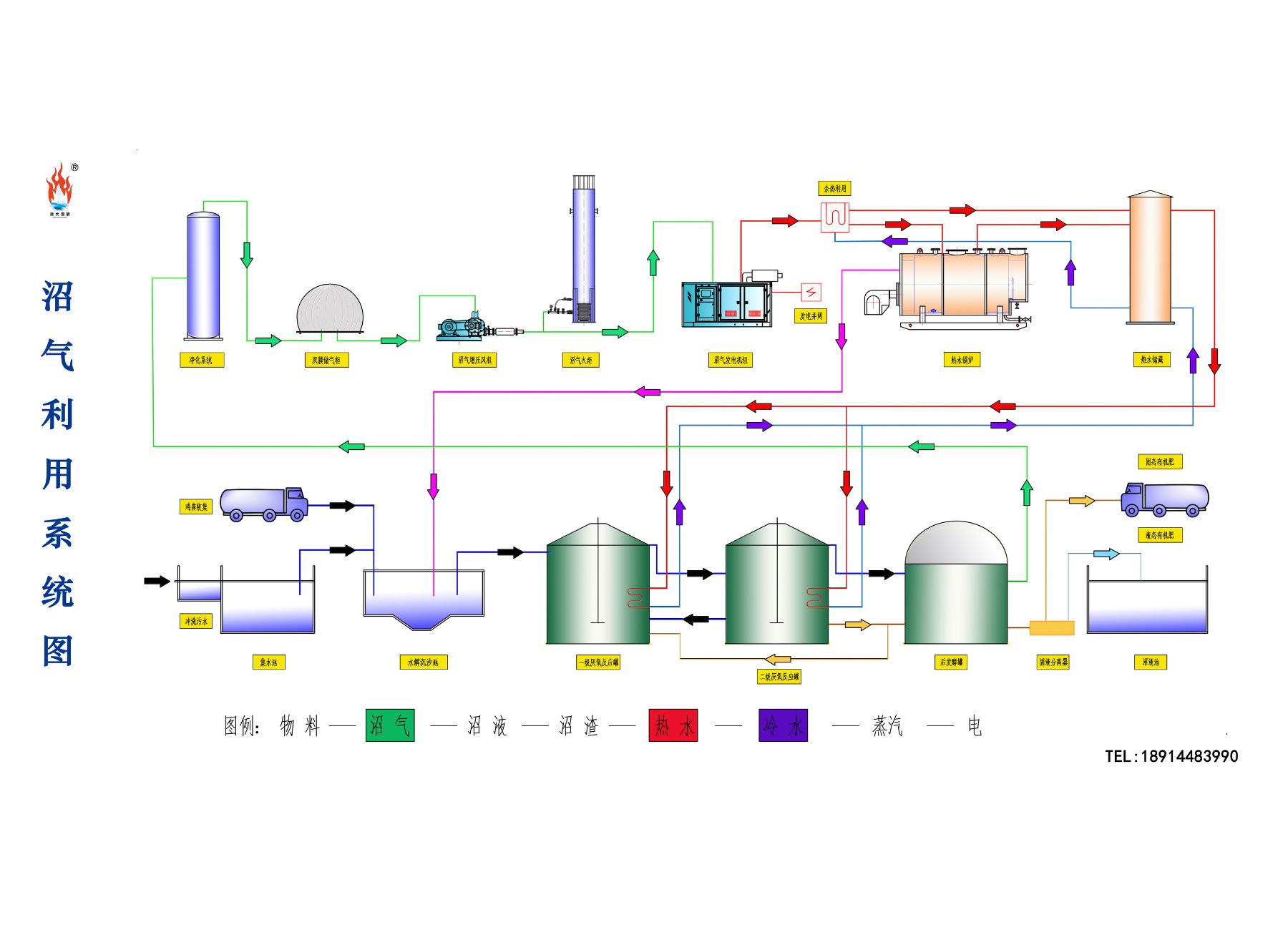
有機(jī)廢水資源化整合沼氣熱能利用系統(tǒng)工程
-
服務(wù)熱線
18913399990 18913343483
- 首頁(yè)
- 關(guān)于遠(yuǎn)大
- 主要產(chǎn)品和技術(shù)
-
沼氣發(fā)酵儲(chǔ)存
 厭氧發(fā)酵罐
沼氣雙膜氣柜
沼氣發(fā)酵儲(chǔ)存一體罐
沼氣提純天然氣裝置
厭氧發(fā)酵罐
沼氣雙膜氣柜
沼氣發(fā)酵儲(chǔ)存一體罐
沼氣提純天然氣裝置
-
沼氣能源利用產(chǎn)品
 立式沼氣熱水鍋爐
臥式沼氣熱水鍋爐
臥式沼氣蒸汽鍋爐
沼氣蒸汽發(fā)生器
有機(jī)肥烘干熱風(fēng)爐
臥式沼氣煤兩用鍋爐
沼氣動(dòng)物尸體焚燒爐
立式沼氣熱水鍋爐
臥式沼氣熱水鍋爐
臥式沼氣蒸汽鍋爐
沼氣蒸汽發(fā)生器
有機(jī)肥烘干熱風(fēng)爐
臥式沼氣煤兩用鍋爐
沼氣動(dòng)物尸體焚燒爐
-
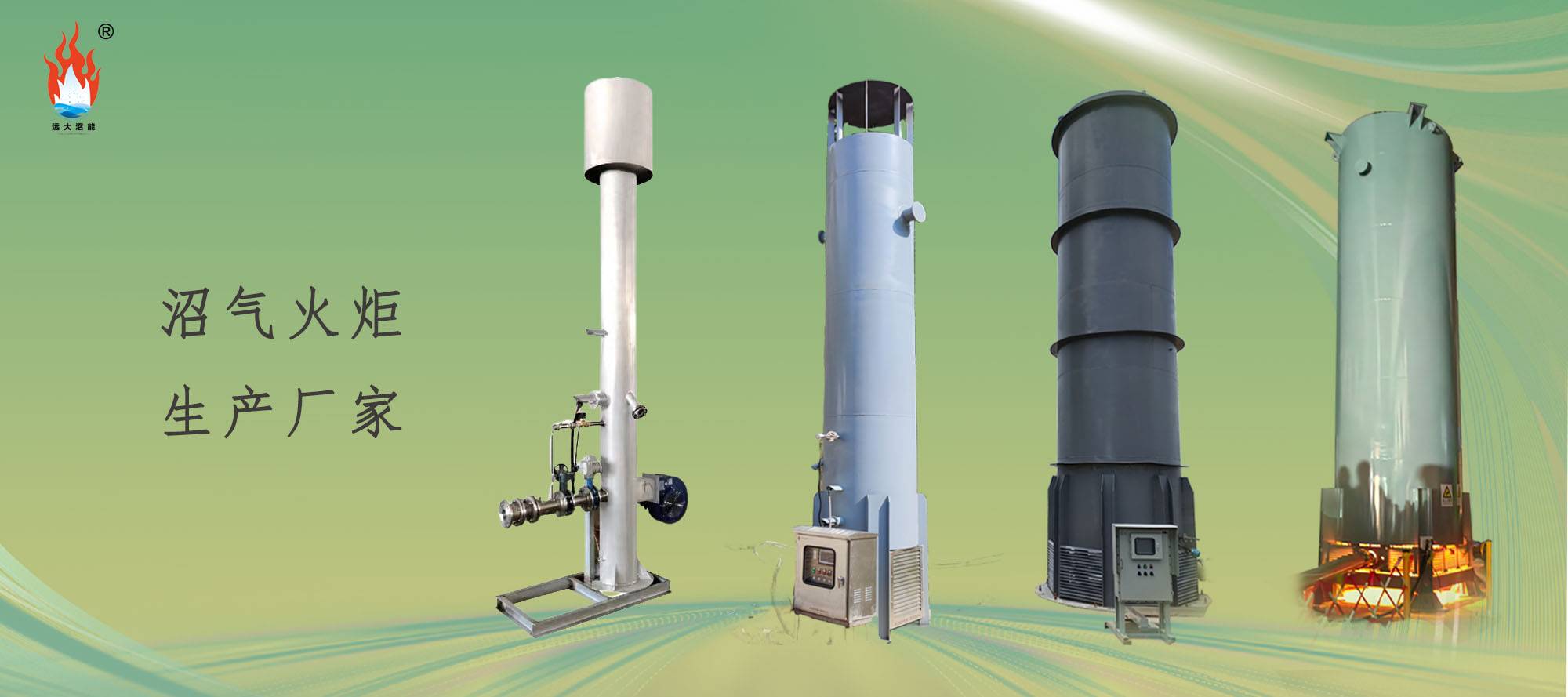
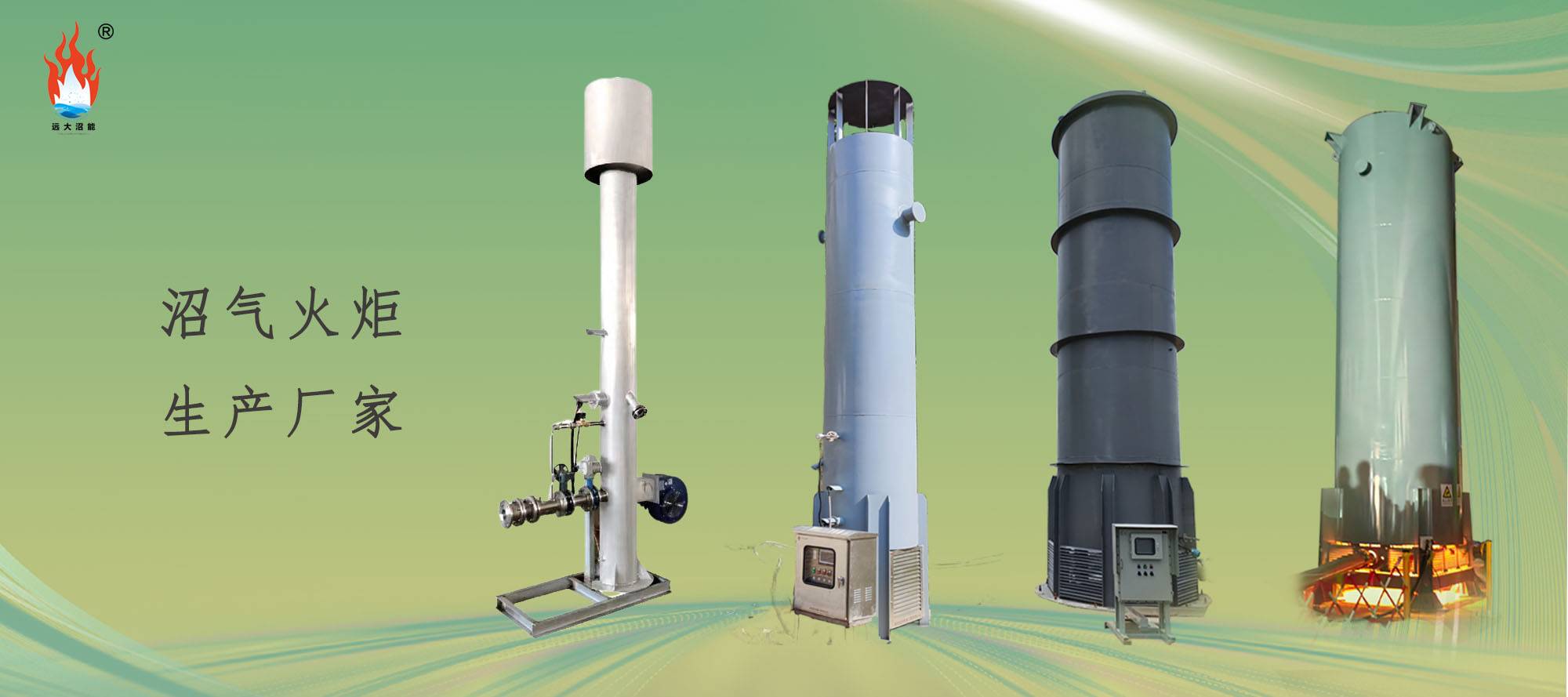
沼氣及其他廢氣火炬
 水冷式火炬
預(yù)混式沼氣火炬
封閉式沼氣火炬
LNG船舶BOG放散加注火炬
撬裝火炬
水冷式火炬
預(yù)混式沼氣火炬
封閉式沼氣火炬
LNG船舶BOG放散加注火炬
撬裝火炬
-
沼氣單燒混燒燃燒器
 垃圾焚燒爐沼氣摻燒入爐系統(tǒng)
沼氣燃燒器
沼氣油兩用燃燒器
沼氣天然氣兩用燃燒器
焚燒爐沼氣回收燃燒器
低氮沼氣燃燒器
垃圾焚燒爐沼氣摻燒入爐系統(tǒng)
沼氣燃燒器
沼氣油兩用燃燒器
沼氣天然氣兩用燃燒器
焚燒爐沼氣回收燃燒器
低氮沼氣燃燒器
-
沼氣工程系統(tǒng)模塊
 沼氣緩沖罐
沼氣凈化系統(tǒng)模塊
沼氣鍋爐系統(tǒng)模塊
沼氣火炬燃燒系統(tǒng)模塊
沼氣緩沖罐
沼氣凈化系統(tǒng)模塊
沼氣鍋爐系統(tǒng)模塊
沼氣火炬燃燒系統(tǒng)模塊
-
除臭工藝
 化學(xué)法除臭
生物法除臭
高壓噴霧除臭
活性炭氣體凈化一體機(jī)
化學(xué)法除臭
生物法除臭
高壓噴霧除臭
活性炭氣體凈化一體機(jī)
-
低位熱值廢氣利用系統(tǒng)

-
污水加熱專用套管換熱器

-
沼氣發(fā)酵儲(chǔ)存
- 應(yīng)用場(chǎng)景解決方案
-
焚燒發(fā)電廠沼氣入爐系統(tǒng)
 嘉園環(huán)保息縣項(xiàng)目
廣環(huán)投廣州四廠沼氣火炬系統(tǒng)項(xiàng)目
嘉園環(huán)保息縣項(xiàng)目
廣環(huán)投廣州四廠沼氣火炬系統(tǒng)項(xiàng)目
-
畜禽污糞集中處理
 江西撫州蓄禽糞污集中處理(圩上橋)項(xiàng)目
江西撫州蓄禽糞污集中處理(甘坑)項(xiàng)目
江西撫州蓄禽糞污集中處理(圩上橋)項(xiàng)目
江西撫州蓄禽糞污集中處理(甘坑)項(xiàng)目
-
藥廠沼氣鍋爐系統(tǒng)
 四川德陽(yáng)新諾賽醫(yī)藥沼氣收集利用系統(tǒng)項(xiàng)目
潤(rùn)都沼氣收集利用系統(tǒng)項(xiàng)目
四川德陽(yáng)新諾賽醫(yī)藥沼氣收集利用系統(tǒng)項(xiàng)目
潤(rùn)都沼氣收集利用系統(tǒng)項(xiàng)目
-
造紙行業(yè)沼氣蒸汽發(fā)生器系統(tǒng)
 浙江和泓紙業(yè)沼氣收集利用系統(tǒng)項(xiàng)目
宣城萬(wàn)里紙業(yè)沼氣收集利用系統(tǒng)項(xiàng)目
浙江和泓紙業(yè)沼氣收集利用系統(tǒng)項(xiàng)目
宣城萬(wàn)里紙業(yè)沼氣收集利用系統(tǒng)項(xiàng)目
-
淀粉行業(yè)沼氣利用系統(tǒng)
 泰州上海貝德淀粉沼氣收集利用系統(tǒng)項(xiàng)目
泰州上海貝德淀粉沼氣收集利用系統(tǒng)項(xiàng)目
-
餐廚垃圾/市政廚余厭氧沼氣利用系統(tǒng)
 上海金山項(xiàng)目
無錫市政項(xiàng)目
上海金山項(xiàng)目
無錫市政項(xiàng)目
-
焚燒發(fā)電廠沼氣入爐系統(tǒng)
- 現(xiàn)場(chǎng)視頻
- 聯(lián)系我們

















基地 辦公場(chǎng)所")